What should I implement first: APS or MES?

.png)
Controlling production on the factory floor is a process that has historically been important in industrial management. Productivity, repeatability, Taylorism... all of this is ingrained in industrial management. have MES (Manufacturing Execution Systems) emerged to enhance the management of production activities, integrating management information from ERP software directly with factory floor resources. Although officially emerging in the 1990s, it was in the last decade that MES software MES more widely evaluated and disseminated in Brazilian industry, offering the possibility of managing production execution and material flow quickly and accurately. It's an excellent solution for knowing what has happened and what is happening in your factory.
Production tracking, one of the outputs of a MESsolution, is a fundamental piece for factory scheduling, as we need to know what has been executed to avoid producing it again, thus occupying production capacity that would be available to make another product. Such an error can cause the schedule to start from a different premise than the reality, generating a series of invalid decisions. In other words, having an up-to-date scenario when planning or scheduling is important.
Beyond the timing aspect, accuracy can also be critical if it doesn't reach a minimum ideal level. This applies to both inventory entries and stock positions and movements, as an incorrectly recorded volume can trigger a replenishment order at an inopportune time.
However, this premise of an updated executed scenario often raises doubts about the frequency, detail, and accuracy required, from a programming perspective. This type of information requirement can give the impression that we need a real-time report to be able to program, which is not true. At this point, we need to look at our current process and what we want for our future to verify whether or not we are adequate.
If your company schedules production once a day, at 7:30 AM, that's when you need to have the updated production scenario executed. If there's a shift change just before that time and the production leadership is organized to have all the data entered into the system by the time of the change, you can schedule production without any problems. If you have the mesprocess established for an afternoon shift change, you can reschedule production at that time as well.
From the perspective of proactive programming, which has a standardized frequency and an initial, yet robust, degree of maturity, the lack of real-time feedback tends not to generate significant complications in its decisions.
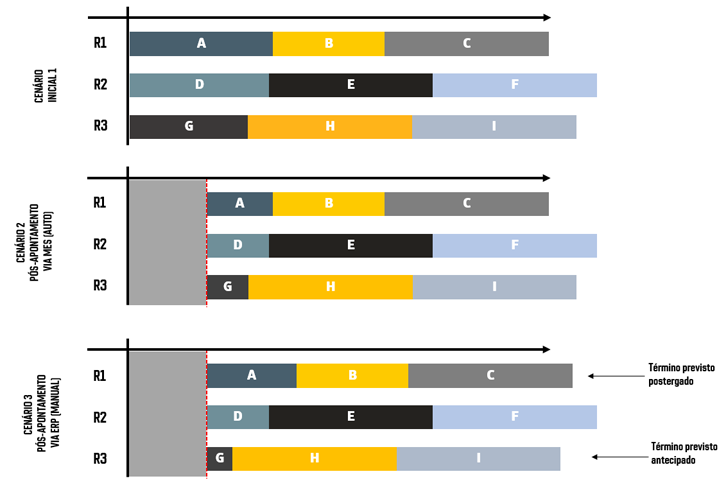
Let's look at the example below, where we have Scenario 1 of an initial schedule, at the beginning of production, and then two scenarios of a subsequent scheduling cycle (Scenario 2 with entries via MES and Scenario 3 via ERP). We assume that MES will allow for more frequent production updates, as well as reduce the risk of human error due to manual entries. Let's analyze the situations under these two cases.
[caption id="attachment_3695" align="aligncenter" width="725"]
Execution scenarios andnotes
For the case of the longest delay in postings, which is operation A in R1, in scenario 2, the information is more accurate, and we note that there is already one more posting in this scenario than in scenario 3, which has a larger balance to produce. However, this did not alter the sequence of this resource.
In the case of incorrect data entry, in operation G in R3, it is noted that in scenario 3 (via ERP) more data was entered than necessary, generating a lower production balance than in scenario 2. This causes the completion forecast to be incorrect with a gap of a few hours. Again, in this specific example, this did not alter the logic and sequence of the schedule.
In summary, the sequence and logic are the mes. If there's a setup gain in doing ABC in that sequence, it will be done mesif the data entry is manual and there are some deviations in times and quantities. Of course, if the error or delay in data entry is very high, the sequence will change. Here are some points that increase the risk of this happening:
- Very short cycle and processing times, which generates many scheduling events, greatly increasing the sequence options and their dynamism (for example, an operation in a bottleneck sector may have average processing times of 15-20 minutes, which will imply a very large volume of scheduled orders in a shift);
- Very high volume of operations per order, with similar cycle times. If the factory has many macro-operations per order (for example, 10 or more), and they are balanced, any small variation has a domino effect that can be significant. In cases of more well-defined bottlenecks, these variations tend not to impact the sequence itself as much, since the system as a whole depends on some operations more specifically.
- Processes with many resource options for executing each operation. With more resource options, there are more possibilities for reprogramming as execution deviates from what was planned. If a product in a given operation only has, for example, 2 or 3 machine alternatives, this risk is greatly reduced.
- A high occurrence of corrective maintenance and unscheduled shutdowns can significantly reduce adherence to the schedule compared to what is actually delivered by production.
In other words, proactive scheduling, the kind that has a set day and time, can usually be done without a MES, as long as we have a manual record of the work performed with the mesfrequency as the scheduling (usually daily or by shift) .
Another important point to consider when implementing an MES, and which consequently affects the frequency of data entry, is the decision regarding which data collection points will be used. It is often impractical to monitor all processes. To address this, it's worthwhile to understand which processes are more critical in terms of capacity and reliability; these are likely the ones that require greater control and deserve investment. The remaining processes often receive data entry based on a backflush, which assumes that if a subsequent operation has already been recorded, then the previous operation, which doesn't have its own data collection point, has also already been executed. Ideally, these data collection points should be positioned so that a production order doesn't go more than one shift without receiving data entry at some stage .
meswith a stable proactive schedule, we want to be able to reschedule when unforeseen demand or supply issues arise, which we can call reactive scheduling. This type of scheduling is useful for resolving unforeseen situations, seeing all the impacts that a change to a Production Order can generate in a factory as a whole. However, it should not be frequent, especially if we are making a modification to the frozen short-term horizon, which should be altered as little as possible, because constantly making substantial changes to the plans we bring to the factory makes scheduling "nervous." We use this term because if the scheduler keeps changing production priorities hourly with the shop floor leaders, the reliability of that plan will be lost, and confusion and potential errors will greatly increase. In other words, it's the kind of alternative that should be labeled "use with moderation.".
A scheduling process cannot be established with its primary focus on reactive response to very short-term unforeseen events. Usually, those who need to activate this type of (re)action excessively have a larger underlying problem generating this unpredictability, whether it's a flawed maintenance plan causing frequent machine breakdowns, or a lack of coordination between Sales and PPC, leading to constant shifts in priorities. The introduction of APS ( Planning and Scheduling) generally helps stabilize these processes involving multiple areas, and for this reason, it starts with a lower frequency to allow all parties to adjust to the new model .
Meswith these precautions, as maturity increases, an assertive and quick on-demand decision at a critical moment becomes very valuable. But now, for reactive scheduling, do I need to have a MES mesExecution System) beforehand? Many industries already have a standard procedure for recording (via ERP) at the end of each unit of movement (pallet, coil, box, etc.) or at the end of each operation of a Production Order. If the cycle times of the processes we want to monitor are not too long, to the point that the complete processing of an operation of an order exceeds 2/3 hours, it is very likely that on-demand rescheduling is already possible. You won't be 100% accurate, but you will be in the vast majority of cases (remembering the example of the 3 scenarios we showed).
A Management System ( MESsolution, in addition to its inherent advantages of providing greater control, emerges to give more speed, accuracy, and control to this entire process, allowing us to rely on assertive rescheduling with increasing frequency (if this increase makes sense and is productive). At the mestime, this does not exclude our traditional process of daily and/or weekly scheduling, in which you will create your plan in a more proactive and structured way. Thus, MES improves reactive scheduling, but it is not essential for proactive scheduling. Below is a graph showing the evolution of scheduling with increased maturity and the introduction of an MESsystem.
.png)
Where to begin?
But then, mesknowing that we don't need one to implement the other and vice versa, where do I start? This is a common question.
The answer is easy to obtain by understanding the company 's priorities. Within an OEE analysis, if the focus of productivity is on performance, MES will be able to show where you are falling short and why. However, if your biggest problem is availability, if there are long wait times, high setup times, and imbalances, APS will be the solution that addresses these problems. If you have very critical maintenance problems, MES can be a great way to work with predictive maintenance. If you have a lot of demand variation and need to simulate scenarios, APS will do that. If you are experiencing productivity pains, don't know where the problems in your factory are, have no idea of their dimensions, and are looking for a complete diagnosis, start with MES. But if you already know where these problems usually are and want to know what to do, in a proactive way to make decisions, start with APS.
Factories are usually managed by engineers. And engineers have a mania for control; they want that diagnosis down to the last detail. My advice is to pay attention to this perfectionism, because a regular biopsy with a concrete prognosis is worth more than a perfect autopsy.
Want to learn more about APS and MES? Access our COMPLETE and FREE ebooks mes!