Planning vs Programming: What is the role of APS?


Do you know what the role of APS? There are basically two major processes covered by APS: Planning and Scheduling. And with many advantages, due to the fact that it allows the implementation of short- to long-term production plans throughout the entire production chain and considering practically all the variables and constraints of the production environment. Some terms may be related to the messubject, such as Fine Production Planning Software or Finite Scheduling Systems, as well as "Advanced Planning Systems" in English. See more about the origin of APS! If we analyze the main processes of Supply Chain Management, we will find the configuration below, in which it is possible to identify where the solutions focused on Planning and Scheduling fit in. [caption id="attachment_2686" align="aligncenter" width="1024"]
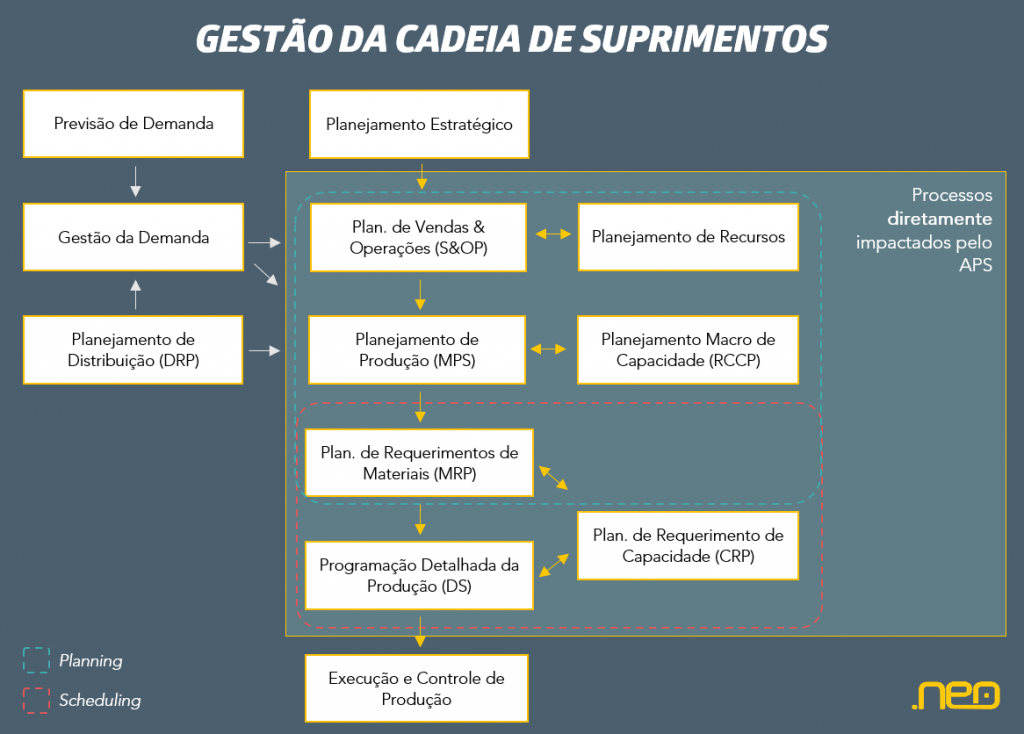
Supply Chain Management and APS
Production Planning with APS
solution APS focuses exclusively on Detailed Production Scheduling processes (its early versions did not include Planning, or at least not with finite capacity, causing the perception of the APS concept to be linked only to the Fine Scheduling process ), however, a complete APS encompasses much more than that. The Production Planning basically aims to define what to produce in each planning period and in what quantity, which is represented by the MesProduction Plan. It is based on the actual and/or forecasted demand for each period of a horizon, which can vary from weeks to mes, and the inventory and fulfillment policies that each product has (these policies end up being used mainly by companythat produce for stock, but companythat produce to order also need to do their Planning). This process is usually carried out through the ERP software itself which, as we have seen, has its limitations regarding the restriction of production capacity to generate these production plans. In Planning, we work with a more macro and less detailed view of resources (it doesn't necessarily matter how that production will be executed within each shift and each day, but rather how much of each product will be produced that week), so these limitations are less critical. Even so, if any business rule is necessary, if bottlenecks can be dynamic, or if the variety of SKU volumes is very high, other constraints not easily manageable by ERPs may arise. It's worth remembering that the Planning process (usually referred to as Master Scheduling in English), by definition, comes after S&OP, the Integrated Sales and Operations Planning. Messo, it can be closely related to APS for two reasons: firstly, because S&OP uses a long-term horizon, which generates a greater need for scenario simulation in the face of future uncertainties; Just like Resource Planning, which interacts with S&OP and needs to understand production capacity. Since APS has its entire dynamic based on this scenario generation and capacity management, it can greatly support collaborative sales and operations planning. The difference in how APS will act in each of these two processes basically lies in the level of granularity of each, both in terms of its position in the Supply Chain process cycle and its objective.Characteristics: APS (Planning) -> S&OP
APS (Planning) -> MPS
Horizon
Horizon of 3, 12 or more mes
Horizon of 1 to 3-4 mes
Product Families
SKU
Constraint Management - Only the most critical one(s)
More restrictions
While S&OP will look at a longer horizon to support the tactical and strategic level, likely analyzing product families, MPS will work with a horizon linked to the maximum accumulated lead time of supply (i.e., the longest path in time traced between the purchase, production, and delivery of a product). If we are talking about Production Planning to support an S&OP process, we could afford to look only at the most critical constraints and work with sales forecasts by family, which would later be disaggregated into SKUs (Stock Keeping Unit, or simply a product). This is sufficient because, from a capacity standpoint, the objective is to see how much meswill be consumed by the projected sales volume and whether any action is needed to modify it or revise the sales plan. If we seek to support the MPS (Master Schedule) itself, we will look at the finished product level per SKU, which generates the formal MPS, and then explode this demand into the other levels of the product structures to define what should be produced and purchased, evaluating the impacts on capacity that we may have in each planning period and taking actions to adjust capacity and demand in that period. In this process, simplifications that were made in S&OP may come to light here, highlighting constraints and idle capacity that may have gone unnoticed and that will have significant impacts on the operation. The explosion of material requirements, characterized by the MRP/MRPII of traditional literature, could be here only at the planning level. However, we understand that, due to the dynamic nature of materials management today, MRP, meswith finite capacity, can no longer be considered without taking into account that it must support a short/medium-term process, recalculating needs based on plan revisions made by Final Planning. Therefore, it is encompassed in both solutions.
Production Scheduling with APS
The Production Detailed Scheduling process starts with the volumesmes be produced, previously defined in the MPS, or simply, with continuous customer order demands for the MTO (make-to-order) industry, with the objective of defining in detail when each demand will be produced and (this is the main critical point of this process) "how". Here, each of the operations necessary to manufacture a finished product will be sequenced, or at least the main ones, if the bottlenecks in these processes are stable and defined. As APS increases the degree of precision of this process, we now call it Fine Scheduling. Let's look at its elements. Before anything else, it is important to know what will be scheduled, what we call the Scheduling Object. Each company has its own way of managing it, but the most standard nomenclature is the Production Order (PO) or Manufacturing Order. It was created from the MPS we saw earlier, or even mesMRP. However, a Production Order (PO) is not simply a reflection of the net requirements derived from the Master Production Schedule (MPS) and Material Requirements Planning (MRP). Production policies must be applied here, such as information on minimum, multiple, and maximum batch sizes allowed by the industrial area for the execution of each process. In other words, the MPS may generate a production requirement of 5000 units of a product for a given period, but if the maximum batch size is 2500 units, we will have two Production Orders. If the Advanced Production Scheme (APS) receives a Production Order of 5000 units and we need it to split it mesthis division is entirely feasible. However, the complexity of managing information integrity between systems, requiring explanations to the production control system or the ERP itself that an order has been divided and that each part can now follow a different path and needs to be managed individually, makes it more efficient to perform this division at its origin, i.e., when generating the production order itself (in whatever system). Ideally, scheduling allocates demands in the form of production orders to productive resources (a machine or workstation mes, according to different heuristics and simulations, depending on the objective (why heuristics and not optimization?!). With this, each resource receives its list of orders to produce, with the exact sequence to be followed. The main characteristics of classic APS for Fine Scheduling include:
- Finite capacity: in this case, the actual capacities of the resources are considered, that is, work is allocated to the resources only up to their limit;
- Finite constraints: to accurately represent production, the schedule considers all existing operational constraints in production, such as limitations on tools, operators, dies, gauges, electrical power, among others;
- Sequence-dependent capacity usage: the way capacity is consumed should vary according to the sequence, from variations in internal setup times to differences in efficiency between machines capable of performing the mesoperation;
- Materials management: the interdependence between production and material availability needs to be considered, looking at the stocks available for allocation to the production orders that will consume them, as well as the expected arrivals of more materials and the allocation restrictions and priorities that these may have;
- Relationship between orders: production orders can be linked statically or dynamically, thus ensuring better control over production;
- Rescheduling: Due to unforeseen events and changes in production, these systems allow for instant rescheduling to keep the entire company updated. This can be either a weekly review of what will be produced in agreement with other areas of the company , through S&OE, or a one-off change due to an emergency;
- Scenario simulations: because they demonstrate the reality of the company 's production, it is possible to simulate performance analyses and the costs involved with the use of overtime, outsourcing, equipment purchases, batch division, etc.;
Comparative summary between the two parts of an APS solution
[caption id="attachment_2696" align="aligncenter" width="1024"]
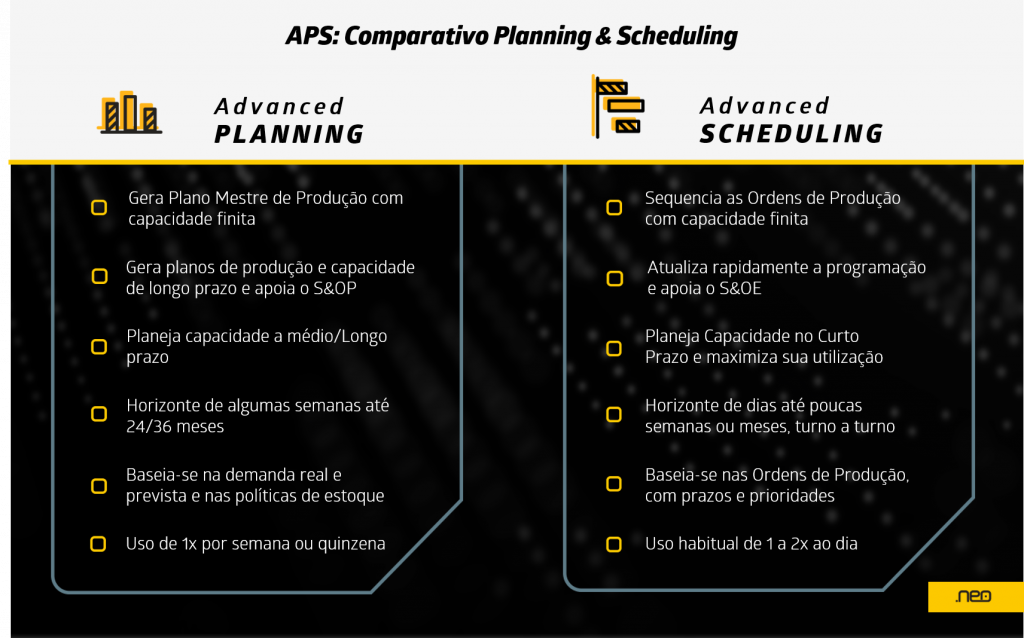
[Caption: APS Planning and Scheduling]Evaluating the whole picture, we understand that today there is already enough technology to make the process increasingly integrated. There is no reason to perform an MPS looking at finite capacity in terms of the finished product, considering only a chosen bottleneck, and then exploding the other needs through MRP, without seeing other constraints. Just as we must understand that changes in demand and supply will occur and the need to feed back the flow quickly and assertively is growing. We did this in the 80s and 90s because there were not enough effective alternatives. Today it's different. This evolution is not a quick process, but it is essential for those seeking agile and efficient supply chain management. So, would you like to know more about Supply Chain, APS and other content? Follow the NEO Blog and see, in addition to this content, more information related to Production Engineering. Take the opportunity to follow us on LinkedIn and other social networks to keep up with more news. [noptin-form id=2822]