Scheduling adherence: your dilemma and how it can be measured

.png)
Eliyahu M. Goldatt, one of the greatest production engineering gurus, has a famous phrase that says, "Tell me how I am and I will tell you how I will behave." Thus, adherence to programming plays a key role within production engineering.
It seems easy to understand, but when we talk about measuring industrial production, the application is not so simple. This is because there are conflicting management metrics. Today we are going to talk about one of them and their paradoxes, with a widely used indicator: adherence to programming.
What is adherence to programming?
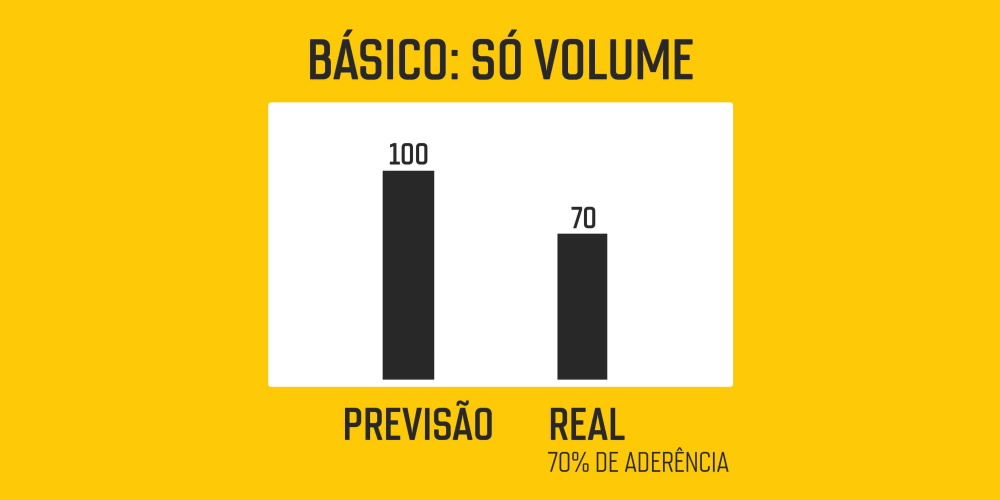
It is a very useful indicator that can be interpreted in various ways, depending on the company and its level of refinement. Some company measure adherence simply by comparing the projected or promised production volume with the actual volume. This is a very superficial assessment that does not consider the effectiveness of the use of what is manufactured.
Mesthough this format is more commonly used by industries that work with stock, since service is less sensitive to production variations, the risk is harming the health of inventories and their turnover.
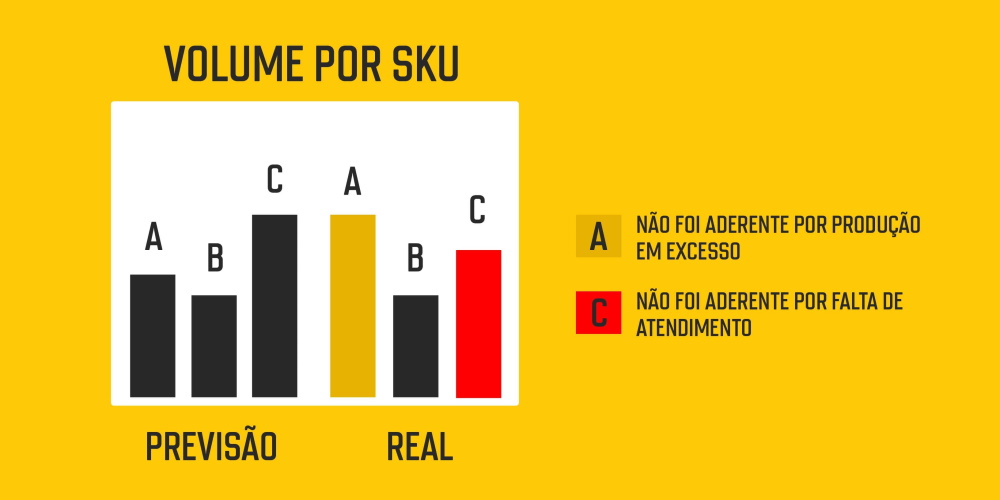
Probably the most common use is the one in which you look at the “predicted vs performed” relationship by SKU, it allows you to understand if the amount that had been programmed was produced. This is a useful vision, but often sabotaged by the way the industrial area is measured, usually by volume produced. This is because, often, what has been programmed is not the one that generates the most volume, because it is more difficult or time consuming to produce.
If a company rewards its employees for high-volume production, items that are more difficult to produce, but which may sometimes have a higher margin or be more strategic than others, may "suffer the penalty." The operator will be incentivized not to follow the logic of FIFO (first in, first out) or LIFO (last in, first out), but rather that of MIIFO (most interesting in, first out). This is where Goldratt's spirit comes in to warn us!
However, there's no point in pivoting the assessment to focus solely on adherence and then demanding a mix of product volumes from production that mescan't meet. This is, in fact, a more difficult KPI to assert.
Comparingmes ends up being simpler and easily replicable empirically. Therefore, it's natural that it's one of the most widespread methods of evaluating variable compensation. We need to have confidence in the model when it comes to impacting people's pockets.
It is precisely to bring this maturity to the adhesion indicator that there are APS solutions. Through them, viable and reliable plans can be created. Not only due to advanced rules and algorithms that are used, but because they are usually built along with the support of production, which knows the restrictions that the factory has.
Thus, the indicator gains new meaning and importance, potentially becoming the most effective means of monitoring PPC and the industrial sector. A daily or shift-based adherence frequency is ideal for greater assertiveness, although weekly monitoring can be initiated.
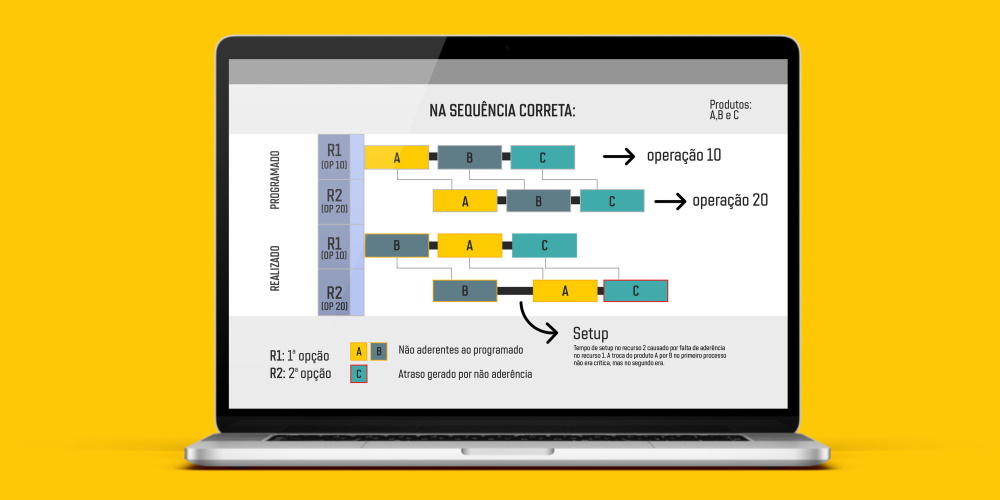
There are still opportunities to gain refinement and robustness with this indicator when asking, "Did you do it in the volume of each item correctly, but in the right sequence? And in the right machine?" This measurement deepening can be very useful for those who have many operations to transform a product, and as a result a sequence change can have very negative impacts on later processes that were counting on the programmed sequence of their predecessors.
Programming in different resources can also change not only the efficiency - which can be different between machines - but also the cost of the product, if mesis calculated considering the resource actually used for manufacturing and this is compared with the planned cost for this item.
There are various ways to approach the evaluation of "planned vs. actual" once the "planned" approach is more accurate. The consequence is a management approach that doesn't just focus on volume and maximizing asset use, but has a holistic view of the company , balancing efficiency with service levels, considering interdependencies between processes and company priorities, thus creating the right incentives.
Want to explore this topic further? Watch the episodes of " Cyborgs of Industry" where we talk to Ricardo Lauri from Grupo Lunelli about the subject, and the conversation with Ariel Possebon from Produttare where we also discuss the Theory of Constraints.
How can neo help your industry?
NEO Digital Industries is a Siemens Smart Expert Partner and offers solutions with business analysis and implementation of APS software. We have created a new concept that values technological advancement and technical excellence, while mesbelieving in human sensitivity, creative work, and personalized and committed relationships.
Contact us using the form below or via WhatsApp to learn more about our solutions and schedule a personalized analysis tailored to your business needs.